
The Background
For mid-to-large scale industrial manufacturers producing components like precision automotive forgings, heavy power transmission housings, structural weldments, and industrial valves, high-velocity metal removal is a foundation of daily operations. Shaping high-grade alloy steel, specialized cast irons, and industrial aluminum into finished products requires intense, continuous CNC turning, deep-hole milling, boring, and broaching.
However, this precision comes with a steep material and carbon cost. High-volume machining lines often convert anywhere from 20% to 50% of a solid input casting or forging billet into loose, curly, oil-soaked metal scrap known as swarf or chips.
Historically, many engineering plants treated this swarf as a messy, low-value byproduct. It was collected from machine sumps, stored in loose piles in the yard, and sold off to external scrap dealers for a fraction of its original material value.
In today’s manufacturing landscape, where global supply chains demand both rigorous cost optimization and verified resource circularity, this status quo represents a dual leak of cash and carbon.
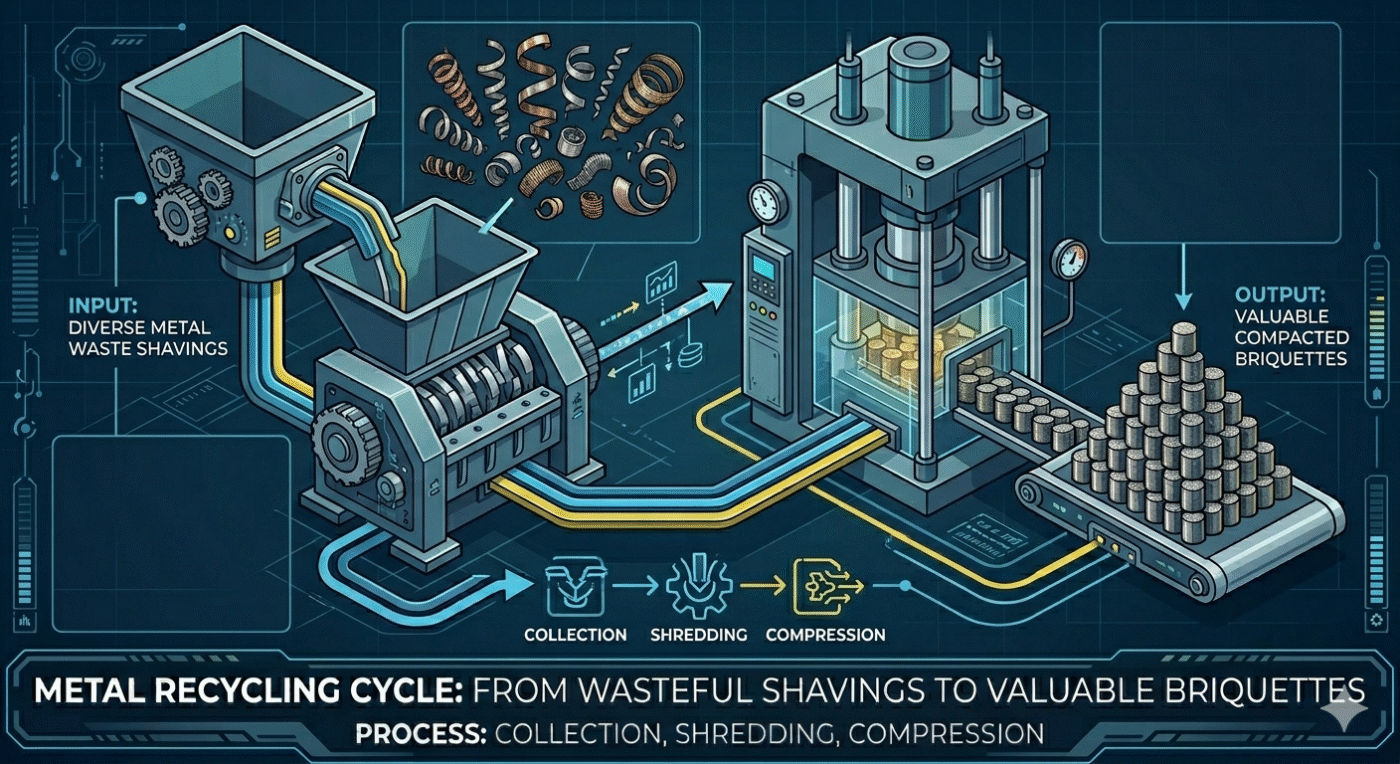
The solution lies in shifting away from loose scrap handling and adopting automated, in-house High-Density Swarf Briquetting. By mechanically compressing loose, springy metal turnings into dense, solid blocks, manufacturers can transform a shop-floor liability into an optimal, high-yield feed material that simultaneously slashes furnace energy footprints and direct facility emissions.
The Triple Cost of Loose Swarf Storage: Space, Cash, and Fugitive Emissions
Before analyzing the metallurgy of recycling, it helps to review the immediate logistical and environmental headaches that loose swarf inflicts on a busy manufacturing floor.
1. The Low-Density Spatial Cash Leak
Loose machining chips are structurally inefficient. Because of their curled, springy shapes, they have a very low bulk density—often hovering around 0.2 to 0.4 tons/m³. This means a tiny physical mass of metal consumes an enormous volume of floor space. For plants looking to expand their production lines, dedicating valuable real estate to massive, empty scrap bins is a direct hit to spatial efficiency.
2. Coolant Bleed, Volatile Emissions, and EHS Hazards
High-speed cutting and milling require heavy flood lubrication to cool the tooling edge and flush away chips. When swarf is pulled from the CNC machine, it acts like a sponge, holding onto expensive water-soluble cutting oils and neat oils.
When stored in standard open yard bins, this oil slowly drains out under gravity, pooling on the shop floor. This creates immediate Environment, Health, and Safety (EHS) slip hazards, generates volatile organic compound (VOC) fugitive air emissions, and risks environmental compliance violations if the oily runoff reaches unlined soil or factory drains.
3. Deep Financial Markdowns
Selling loose swarf to commercial scrap recyclers is a poor financial transaction. Scrap dealers apply heavy discount penalties to loose turnings because they are buying mostly air, water, and degraded oil, and they must bear the transportation costs of moving bulk, low-density cargo. The manufacturer effectively throws away the premium alloy premium they paid for when buying the original raw material.
The Thermodynamics of the Melt: How Fluffy Chips Drive Up Energy and Carbon Penalties
For facilities running in-house induction furnaces to recast components or feed melting loops, the temptation is often to skip processing and throw loose chips directly back into the molten bath. However, standard furnace thermodynamics reveal why this practice destroys efficiency and inflates a facility’s carbon footprint.
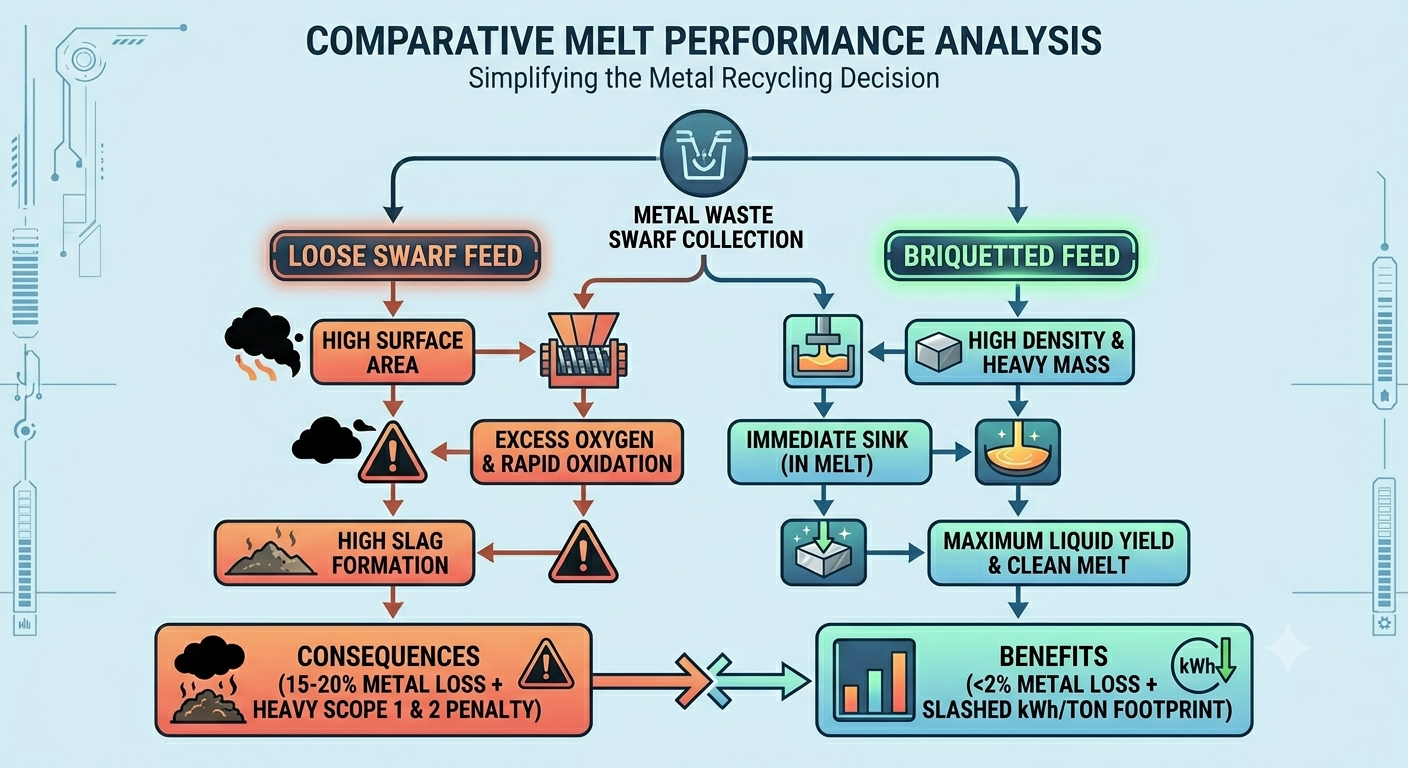
When loose, low-density metal turnings hit the surface of a molten metal bath, their massive surface-area-to-volume ratio creates a severe engineering problem: burn loss via oxidation.
Before the lightweight chips can sink past the surface layer, the intense heat of the induction furnace combines with ambient oxygen to oxidize the metal rapidly. Instead of turning into usable liquid metal, the premium elements within the alloy burn off, transforming into a thick, crusty layer of industrial slag.
- The Yield and Carbon Penalty: Melting loose swarf routinely results in a 15% to 20% material burn loss. Furthermore, the residual cutting oils sticking to the loose chips vaporize instantly upon hitting the hot furnace surface, creating heavy, dark oily smoke. This requires the factory’s exhaust and scrubbing systems to run at maximum load, driving up direct Scope 1 operational emissions and accelerating furnace lining wear.
- The Electrical Baseload Inflation: Slag acts as an insulating blanket over the molten metal. The longer the induction furnace must run to melt down a fluffy, uncompressed charge through a heavy layer of slag, the higher the electrical consumption rises. This extra time on the line directly inflates the facility’s Scope 2 indirect emissions footprint by drawing unnecessary electrical power from the grid per ton of metal melted.
The Briquetting Solution: Engineering the Coordinated Cash and Carbon Save
When these heavy, dense briquettes are fed into an induction furnace, the operational and sustainability benefits become completely aligned:
1. Rapid Submersion, Minimal Slag, and Slashed Power Demands
Because of their high weight-to-volume ratio, briquettes do not float on the surface of the melt. They instantly sink deep beneath the slag line, submersing directly into the liquid bath.
Because the melting occurs entirely submerged away from ambient oxygen, oxidation is minimized. Liquid metal recovery yields jump instantly, reducing burn losses from 20% down to less than 2%. This clean, rapid melt significantly reduces the total furnace processing time per batch, dropping the facility’s manufacturing electricity consumption and its corresponding Scope 2 carbon intensity.
2. Dual Circularity via Mechanical Coolant Reclamation
As the hydraulic ram compresses the springy swarf, it exerts massive mechanical force that breaks the surface tension of the stuck fluids. This acts as a high-pressure squeeze, forcing out up to 90% to 95% of the embedded cutting oils from the metal matrix before it ever comes near the heat of the furnace.
This pre-extraction removes the primary source of furnace smoke and volatile emissions, radically cleaning up the facility’s air quality profile. The briquetting machine captures this squeezed oil through an integrated collection sump. From there, the fluid can be routed through a basic centrifugal filtration system to remove fine particulates and pumped straight back into the CNC machine sumps for reuse. This creates a highly effective secondary closed loop on the shop floor, slashing annual procurement spend on virgin cutting fluids and eliminating the carbon footprint associated with manufacturing and transporting those chemicals to the site.

The Concrete ROI: A Real-World Operational Profile
To understand how the capital expenditure (CapEx) of an automated briquetting system recovers itself, consider a mid-sized machinery manufacturing facility processing alloy steels and its approximate numbers:
- Monthly Swarf Generation: 100 Tons.
- Cost of Virgin Material Billets: ₹85,000 per ton.
- Resale Value of Loose, Oily Swarf: ₹32,000 per ton.
- Value of In-House Briquettes (Replacing Virgin Inputs at 98% Yield): ~₹83,300 per ton.
- Gross Value Reclaimed per Ton: ₹83,300−₹32,000=₹51,300 per ton.
The Monthly Savings Breakdown:
- Direct Material Value Recovered: 100 tons×₹51,300=₹5,130,000 per month.
- Coolant Recovery Value: Reclaiming ~5,000 liters of water-soluble oil concentrates/neat oils at an average cost of ₹140/liter = ₹7,00,000 per month.
- Total Monthly Operational Savings: ₹58.3 Lakhs.
With heavy-duty, industrial hydraulic briquetting presses ranging from ₹45 Lakhs to ₹80 Lakhs depending on automation levels and hourly tonnage capacity, the net payback period routinely lands between 2 to 4 months of continuous operation.

Beyond direct cash savings, the facility eliminates the labor costs of handling loose bins, minimizes yard storage footprints by 85%, and completely removes the EHS liabilities of oily floor discharges and fugitive volatile emissions.
The Competitive Advantage in Export Markets
- Securing High-Value Global Contracts: International buyers, tier-1 industrial brands, and global infrastructure conglomerates now scrutinize supply chain footprints with extreme precision. Implementing a swarf briquetting setup provides a critical market-preservation advantage for reaching these accounts.
- Mitigating Scope 3 Emissions: Under global carbon reporting frameworks, purchasing virgin metal heavily inflates a manufacturer’s Scope 3 upstream value-chain emissions. Closed-loop recycling on the shop floor significantly reduces a factory’s reliance on primary refinery inputs.
- Slashing Product Carbon Footprint (PCF): Processing recycled metal consumes up to 75% less energy than producing raw metal from primary ore. This drastic reduction directly lowers the calculated embedded PCF of every finished component, helping international buyers meet their strict corporate decarbonization mandates.
- Aligning Sustainability with Profitability: True sustainability in heavy engineering does not require sacrificing performance or compromising material metallurgy. Rigorous hydraulic compression proves that capturing carbon and protecting the bottom line are achieved through the exact same engineering discipline.